您正在浏览的页面需要登录,为了提高您的阅读体验,请在右上角登录您的账号!
您需要 登录 才可以下载或查看,没有帐号?立即注册
x
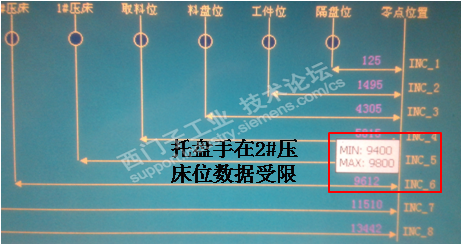
一、存在问题 公司耗资565万元为热处理分部购置了2台德国HEESS淬火压床,其中编号2100-LY-836-00005双推盘炉上先前1#、2#国产压床的中间位置放置1台。如此,造成托盘机械手不能停靠在HEESS压床上方,只能停靠在先前1#压床位和2#压床位,使得无法继续HEESS压床的调试。
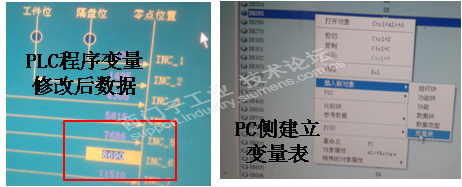
二、实施过程 在HMI侧“料盘手调整参数”中,将2#压床位由9612改为8690时,屏显数据超出9400~9800,即变量参数受限制。 在PC机上安装STEP7 V5.5 软件,经CP5512数据线实现PC与推盘炉S7-400PLC通信,上装PLC程序 鼠标右键→插入新对象→变量表→名为VAT-2#MT→双击打开此变量表→地址栏内输入DB3.DBD68→在线监控后显示状态值为DW#16#0000258C→将8690变为十六进制数DW#16#000021F2→输入变量表中修改数值→点修改变量钮和修改数值钮→HMI侧显示2#压床位数值8690。 手动操作双推盘炉至2#压床位,托盘机械手达到HEESS压床正上方,满足定位要求。 S7-400PLC变量修改受限数值的方法可在3台推盘炉和C50切齿机以及S7-300/400PLC设备上推广。
来源:西门子工业技术论坛
| 








 发表于 2020-12-18 15:53:06
发表于 2020-12-18 15:53:06


 收藏
收藏 赞
赞 踩
踩